Fabricated Steam Jacketing Valves
Many chemical & processing plants have strict temperature requirements for certain processes. If a liquid or liquified product becomes thermally unstable, production can be halted leading to downtime and possible equipment failure. Thermal migration is critical and the system needs to be designed to allow the smooth-flowing thermal fluid to do its job. There should be sufficient annular space between the exterior of the jacketed valve and the inner wall of the jacket. This provides an unobstructed flow of thermal fluid to travel throughout the system. This way there are no areas where a temperature variation will take place and cause problems. Due to the very large surface area surrounding the process media, the system is considered “temperature predictable.” This process design is referred to as a “Double Pipe Thermal Exchange System.” The true test of any jacketed system is when problems occur. In a heated system, if the flow of the product comes to a halt, greater heat and pressure are usually required to resume the molten state the product was originally in. This type of situation will put stress and strain on all components within the system.
Standard drawings, dimensions, and designs are used to get a valve or piece of processing equipment jacketed, but many times our customers require something that’s not in the book. These are the jobs where there are no templates to follow. What is required is creativity and experience- we possess these qualities, honed over the years, to overcome each design obstacle presented to us. At Reliant Valve, one of our specialties is jacketed valves. Since 1998, we have committed ourselves to finding creative designs and fabrication techniques to provide our customers with solutions in this market.
There are three standard designs for fabricated valve jackets: Full coverage/Oversize flanges, Partial Jacket/Standard Flanges, and Full Jacket/Standard Flanges(Line Size Jacketing).
Customizations can be made regardless of the standard design. This includes the selection of jacket material, steam port quantity and design, bonnet jackets, take out dimensions, etc.
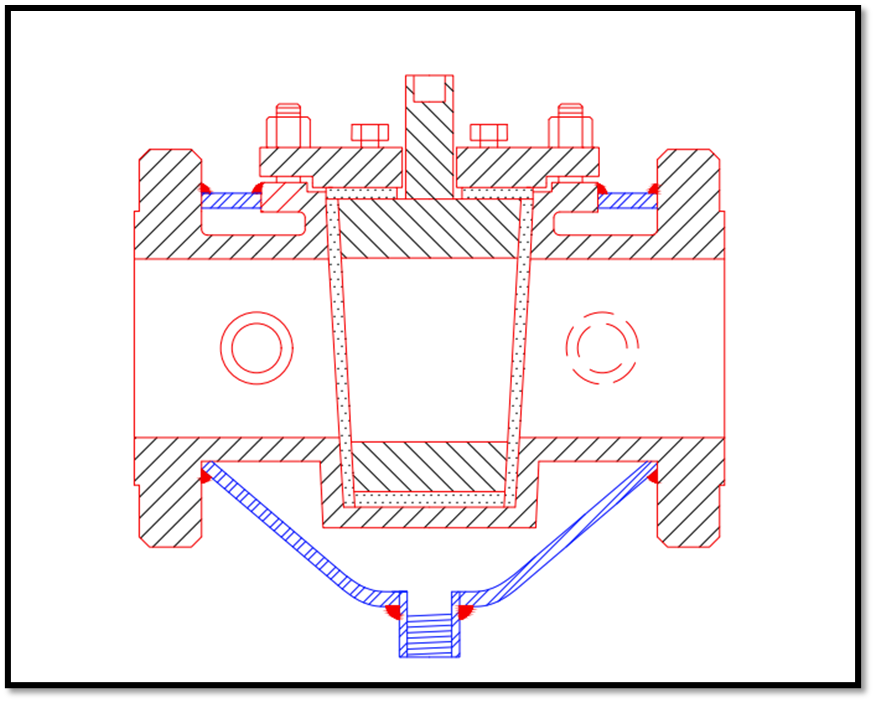
Full Jacket – Oversize Flanged
- This design permits steam to make contact with the valve body in addition to the area of the flange within the bolt circle. Oversized flanges are the standard for this option. Specifically, flanges should be one full size above the valve size. The final end-to-end dimensions of the jacketed valve are then compliant with the ANSI / ASME B16.10 standard for those oversize flanges. Variations on these standard designs and dimensions can be configured to meet any process requirement.
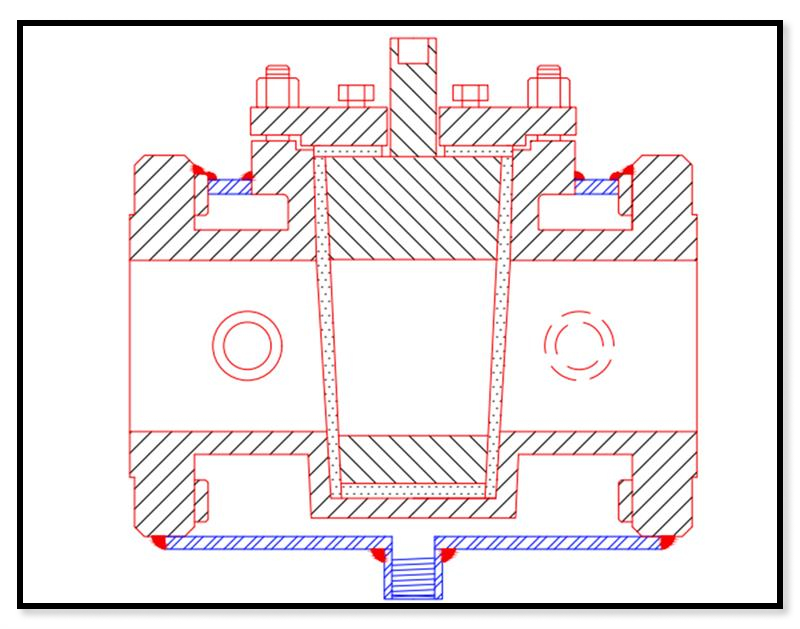
Partial Jacket – Standard Flanged
- In this design, only the mid-section of the jacketed valve experiences direct heat transfer. The flange areas within the design are heated indirectly. The flange bolt-up is performed by a clearance between the flange and the jacket. When full jacketing is not needed, a partial jacketed valve is an effective way to keep products flowing.
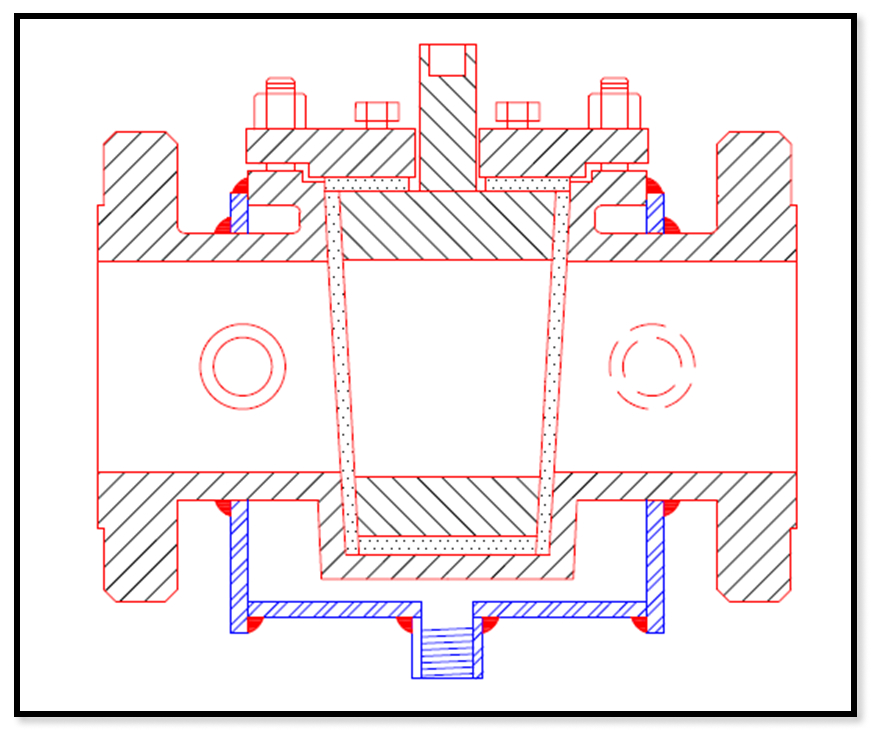
Full Jacket – Standard Flanged ( Line Size Jacket )
- Standard flanged valves can be jacketed by welding blind, tapped inserts into the oversized bolt holes on the flange. Then, the jacket is welded to the periphery of the flanges. Threaded studs are the standard for installation in this design. The steam or other heating media makes contact with the flanges and the exterior of the valve body.
As the demand for jacketed valves has grown in the past few decades, we have expanded our business to meet those needs. Our shop has all the necessary machining and welding capabilities to serve our customers’ requirements. All of our welders are ASME Boiler & Pressure Vessel Code Certified. We fabricate both full and partial weld-on jackets on a variety of designs. We can utilize basic materials like steel and stainless steel for jacketing or higher grade nickel based alloys better suited for a specific application. All valves are tested after fabrication. The jackets on these modified valves are tested using the Hydrostatic Procedure As Per ASME B 31.1. After assemble, the process end of the valve is tested to the API 598 Standard.